






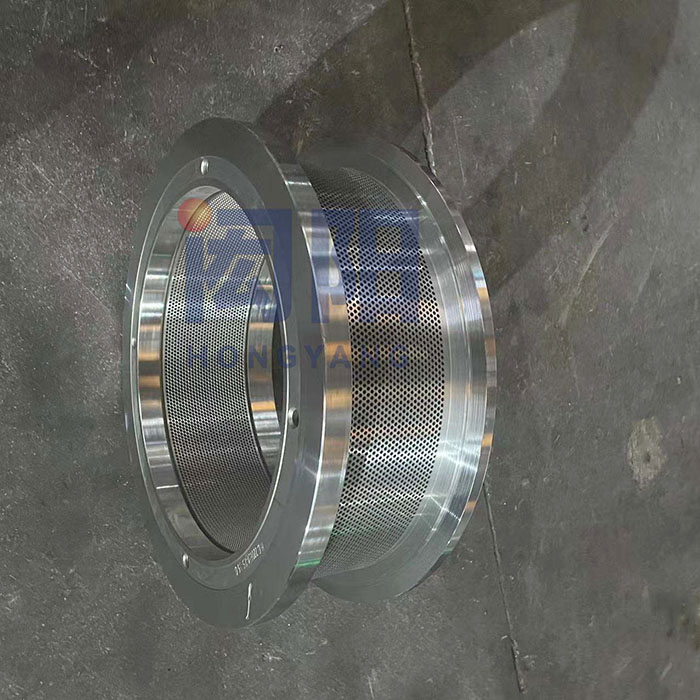
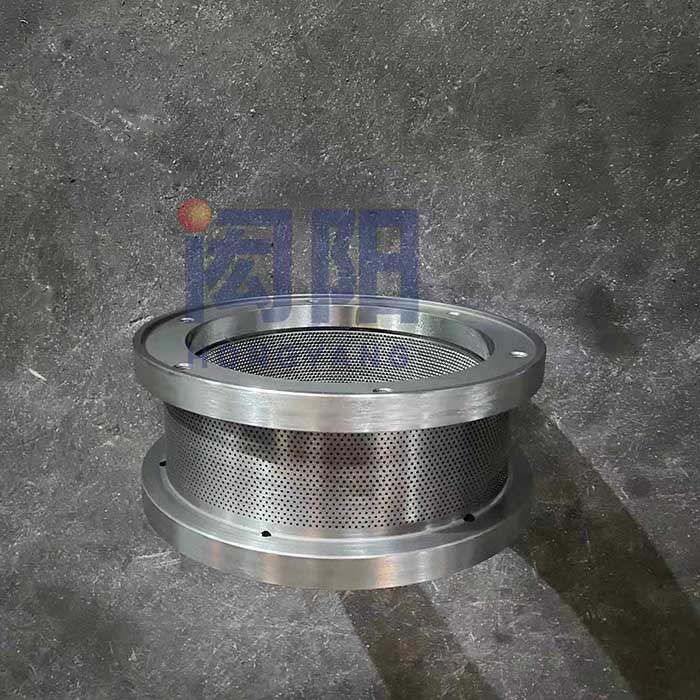
Takarmány pellet gyűrű HUAMU HKJ 250
Termékjellemzők
1. Válasszon kiváló minőségű kemencén kívüli finomító és gázmentesített tuskót.
2. Az öntőforma importált pisztolyfúrót és többállomásos csoportfúrót alkalmaz, a formalyuk egyszerre jön létre, a felület magas, az előállított takarmány megjelenése gyönyörű, a kimenet magas, az anyag zökkenőmentesen távozik, és a részecskék jól képződnek.
3. Az öntőforma az amerikai vákuumkemencék és a folyamatos oltókemence kombinált kezelési folyamatát alkalmazza, amely egyenletes kioltással, jó felületi minőséggel és nagy keménységgel rendelkezik, kétszeres élettartamot biztosítva.
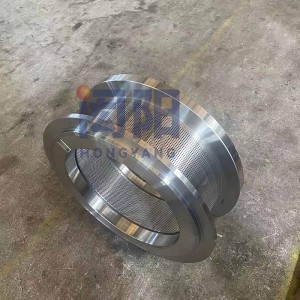
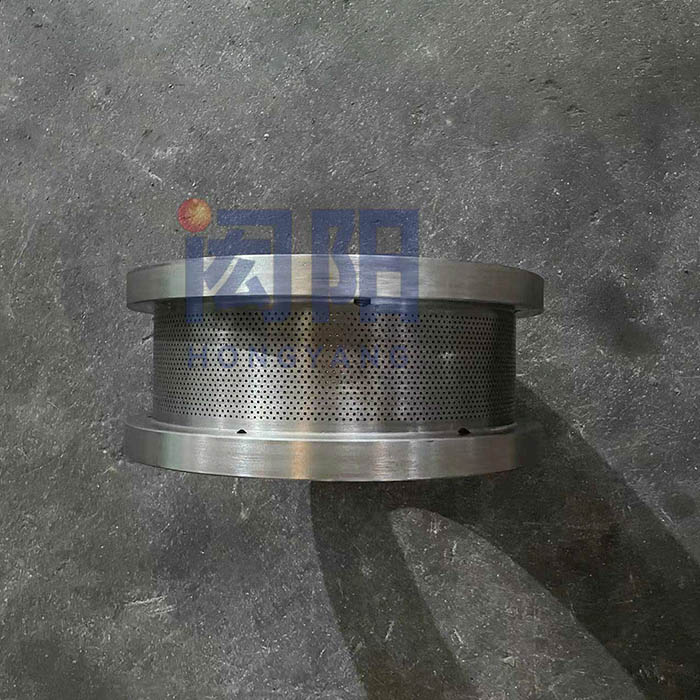
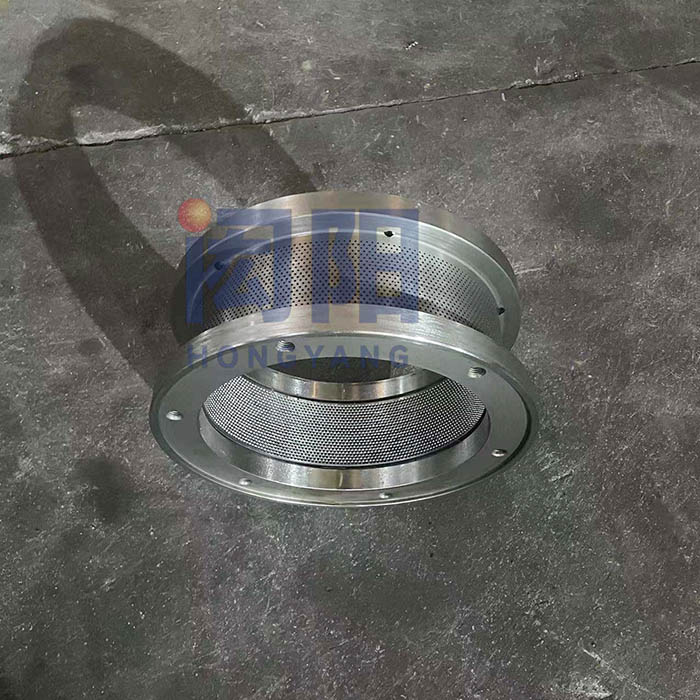
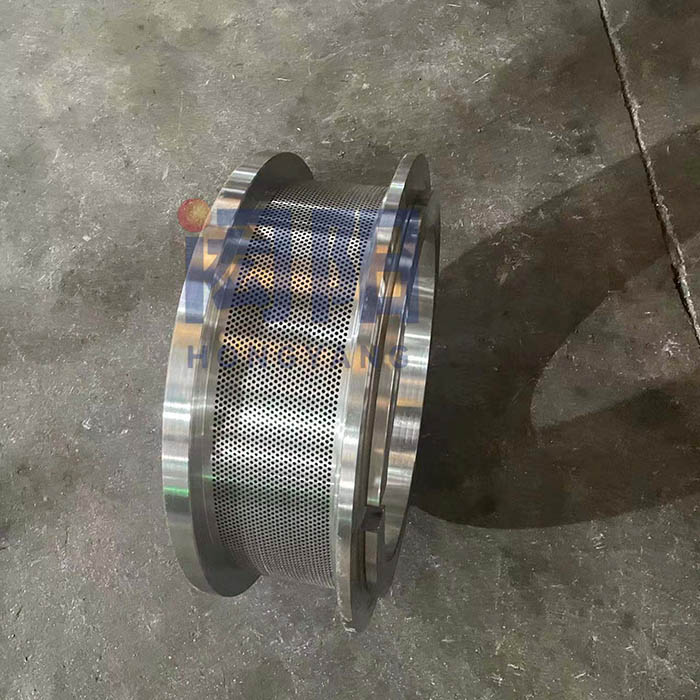
Termékmegjelenítés
Cégünk 2006 óta elkötelezett a professzionális gyűrűs matricák vegyi gyárainak gyártása mellett. Az előállított matricák alkalmasak csirke, kacsa, hal, garnélarák, faforgács, kompozit anyagok stb. számára, és mára a technológia kiforrott szakaszában vannak. Cégünk CNC öttengelyes gumiabroncs-formapisztoly-fúrógépet, négyfejű pisztolyfúrót, CNC-gyűrűs formaletörő gépet alkalmaz.
A cég által gyártott gyűrűs matricák alapmodelljei: 200-600; Zhengchang, Muyang, Shende és CPM minden típusú matrica rendelhető.

Dugulások feloldása
Ha a gyűrűs szerszám eltömődött a pelletgyártás során, akkor azt ki kell venni a gépből és meg kell tisztítani.
1. A legelterjedtebb módszer az elektromos fúró használata, hogy a betáplálást eltömítsék a szerszámfuratban.
2. Ha a blokkolt gyűrűs szerszám átmérője kisebb, mint 2,5 mm, a gyűrűs szerszámot vízbe lehet tenni és fel lehet melegíteni. Az öntőforma lyukon belüli anyaga lassan kitágul, és a hosszabb forralás alatt kinyúlik a formanyílásból, így a lyukon belüli anyag meglazul. 1-2 nap főzés után kaparja le a kilógó anyagot, majd tegye a gyűrűs matricát a granulátorra csiszoláshoz, és nyomja ki a maradék anyagot a lyukban.
3. A kis nyílású gyűrűs szerszám eltömődése felhasználható a szerszám forró olajban történő főzésére is, így a szerszámnyílásban lévő anyag magas hőmérsékletű koksznál kisebb lesz, majd kitisztul. Speciális gyakorlat: készítsen egy fém medencét, amely nagyobb, mint a gyűrűs matrica, helyezze bele a gyűrűs matricát, adjon hozzá No.15 olajat, és mártsa a szerszám felületére; melegítse az olajat körülbelül 6-8 órán keresztül, amíg az olaj ritkán buborékol.







-
ESEMÉNYEK
-
Termékkategória
-
Lépjen kapcsolatba velünk
-
 TEL: +86 18851202909
TEL: +86 18851202909 -
 NO.201 Zhengchang Road, Kunlun Street, Liyang City, Jiangsu tartomány, Kína
NO.201 Zhengchang Road, Kunlun Street, Liyang City, Jiangsu tartomány, Kína -
 E-mail: hy.ringdie@outlook.com
E-mail: hy.ringdie@outlook.com
-
-
Közösségi média






Forró termékek - Webhelytérkép - AMP mobil
Pellet Mill Ring Die, Feed Pellet Ring Die, Pelletgép Ring Die, Pellet Die, gyűrűs kocka, Pellet Ring Die,